如何用SPSS繪制質量控制圖�?
控制圖(Control Chart)又稱管理圖����,它是用來區分是由異常原因引起的波動�,還是由過程固有的原因引起的正常波動的一種有效的工具�?�?刂茍D通過科學的區分正常波動和異常波動�,對工序過程的質量波動性進行控制���,并通過及時調整消除異常波動�����,使過程處于受控狀態����。不僅如此�,通過比較工序改進以后的控制圖�����,還可以確認此過程的質量改進效果��。因此��,控制圖在質量管理中有著廣泛的應用�����。
控制圖由樣本均值服從于正態分布演變而來�。正態分布可用兩個參數即均值μ和標準差σ來決定�����。正態分布有一個結論對質量管理很有用�,即無論均值μ和標準差σ取何值����,產品質量特性值落在μ±3σ之間的概率為99.73%����,落在μ±3σ之外的概率為100%-99.73%= 0.27%�����,而超過一側��,即大于μ+3σ或小于μ-3σ的概率為0.27%/2=0.135%≈1‰����,,休哈特就根據這一事實提出了控制圖�����。圖上有中心線(CL)��、上控制限(UCL)和下控制限(LCL)����,并有按時間順序抽取的樣本統計量數值的描點序列���。
多數情況下是通過人工來繪制控制圖�,首先通過計算器計算各種指標���,然后再一步步地繪制控制圖����。在這個過程中��,往往會出現計算錯誤或者誤差過大等原因��,使得最后的控制圖達不到預期的效果����,更為嚴重的是能使質量管理者產生錯誤的判斷�,做出錯誤的決策���,從而產生較大的損失��。也有的企業利用excel繪制控制圖��,從而提高其精確度�����,減少誤差�。然而�,用excel繪制控制圖的步驟比較繁雜���,不容易掌握����,容易在繪制過程中產生操作性失誤�����,造成數據集的失真�。
SPSS的圖形工具非常強大��,具有很強的統計分析功能����。在質量數據管理中�����,經常要用到一些圖形方法和工具�����,例如帕雷托圖����、直方圖���、散點圖����、控制圖����、序列圖等��,SPSS均可以有效地應用這些圖形方法和工具來處理質量數據信息�����,這些功能集中在Graph菜單中���。
因此�����,此處我們采用SPSS來繪制控制圖�。
SPSS控制圖的選擇依據(X-R或X-S和X-MR)
根據主要測量值分組變量的具體情況�����,可選擇X-R�����、X-S��,即均值-極差和均值-標準差控制圖�����;或者選擇X-MR����,個體-移動均值控制圖���。
1����、分組變量中有大于10個組值���,宜于計算標準差���,故選擇X-S控制圖�����。
2�����、分組變量中有小于10個組值�����,選擇計算極差���,即X-R控制圖�。
3����、分組變量中只有1個組值����,則選擇個體-極差控制圖�����,即X-MR控制圖��。
案例:個體-移動極差控制圖
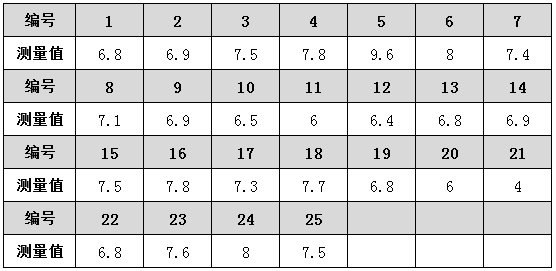
數據data17-18為某攪拌站實測混凝土坍落度數據�����,現在使用控制圖看看工藝質量情況��。
步驟:
分析—質量控制—控制圖—個體/移動全距—個案為單元
過程度量:選擇“測量值變量���;標注子組:選擇“編號”
自動生成以下兩組控制圖��,可用于綜合解讀�����。
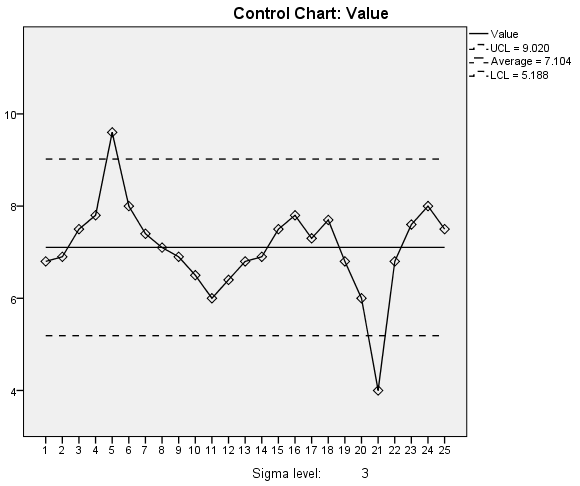
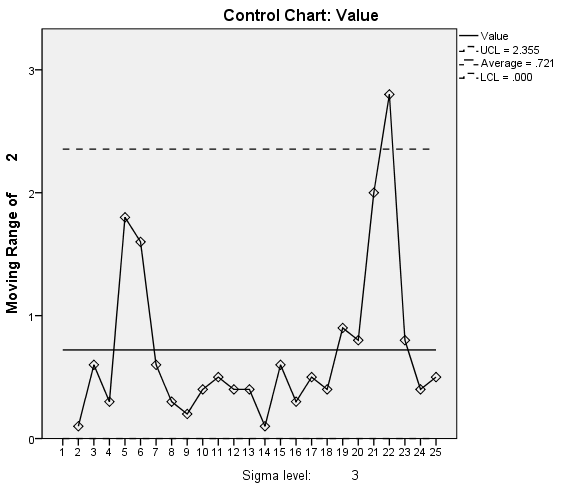
第一張是均值X的控制圖�����,第二張是移動均值的控制圖�。上面我們已經完成了數字層面的分析�����,最關鍵的則是發現數據的異常和尋找異常發生的原因�。由于本案例數據源來自書籍���,并無具體案例數據的實際描述�����,因此不宜在此處做過多的解讀��。詳細的規則解讀可參考以下內容��。
質量控制圖的使用規則
既然質量控制圖是為了幫助我們及時發現指標的不正常狀態��,那么當我們看到上面的圖以后�,需要觀察和分析是不是存在異常的點或異常的變化趨勢�,如何定義這些異常��,需要有一套控制規則:即樣本點出界或者樣本點排列異常:
點超出或落在ULC或LCL的界限���;(異常)
近期的3個點中的2個點都高于+2σ或都低于-2σ�,近期5個點中的4個點都高于+σ或都低于-σ����;(有出現異常的趨勢)
連續的8個點高于中心線或低于中心線�����;(有偏向性)
連續的6個點呈上升或者下降趨勢�;(有明顯的偏向趨勢)
連續的14個點在中心線上下呈交替狀態�。(周期性����,不穩定)
查資料時發現不同的地方對控制規則有不同的定義�,我這里參照的是SPSS里面的規則�,具體應該可以根據實際的應用環境進行調整����。
CDA數據分析師考試相關入口一覽(建議收藏):
? 想報名CDA認證考試�����,點擊>>>
“CDA報名”
了解CDA考試詳情���;
? 想學習CDA考試教材��,點擊>>> “CDA教材” 了解CDA考試詳情����;
? 想加入CDA考試題庫��,點擊>>> “CDA題庫” 了解CDA考試詳情�;
? 想了解CDA考試含金量��,點擊>>> “CDA含金量” 了解CDA考試詳情�;











 京公網安備 11010802034615號
經營許可證編號:京B2-20210330
京公網安備 11010802034615號
經營許可證編號:京B2-20210330
